¿Cómo Se Fabrica el Césped Sintético? | Fabricación de Césped Sintético
El césped artificial, también conocido como hierba sintética, ha transformado paisajes y superficies deportivas de todo el mundo gracias a su extraordinaria ingeniería. Aunque pueda parecer simple, con hebras de «hierba» unidas a un soporte de tela, su producción es una fascinante mezcla de innovación y precisión.
Para entender la producción de césped sintético, echemos un vistazo entre bastidores a CCGrass, el mayor fabricante de césped artificial del mundo. A través de un exclusivo recorrido en vídeo por nuestras instalaciones de fabricación, explore las etapas clave de la producción, desde la extrusión hasta el tufting y más allá.
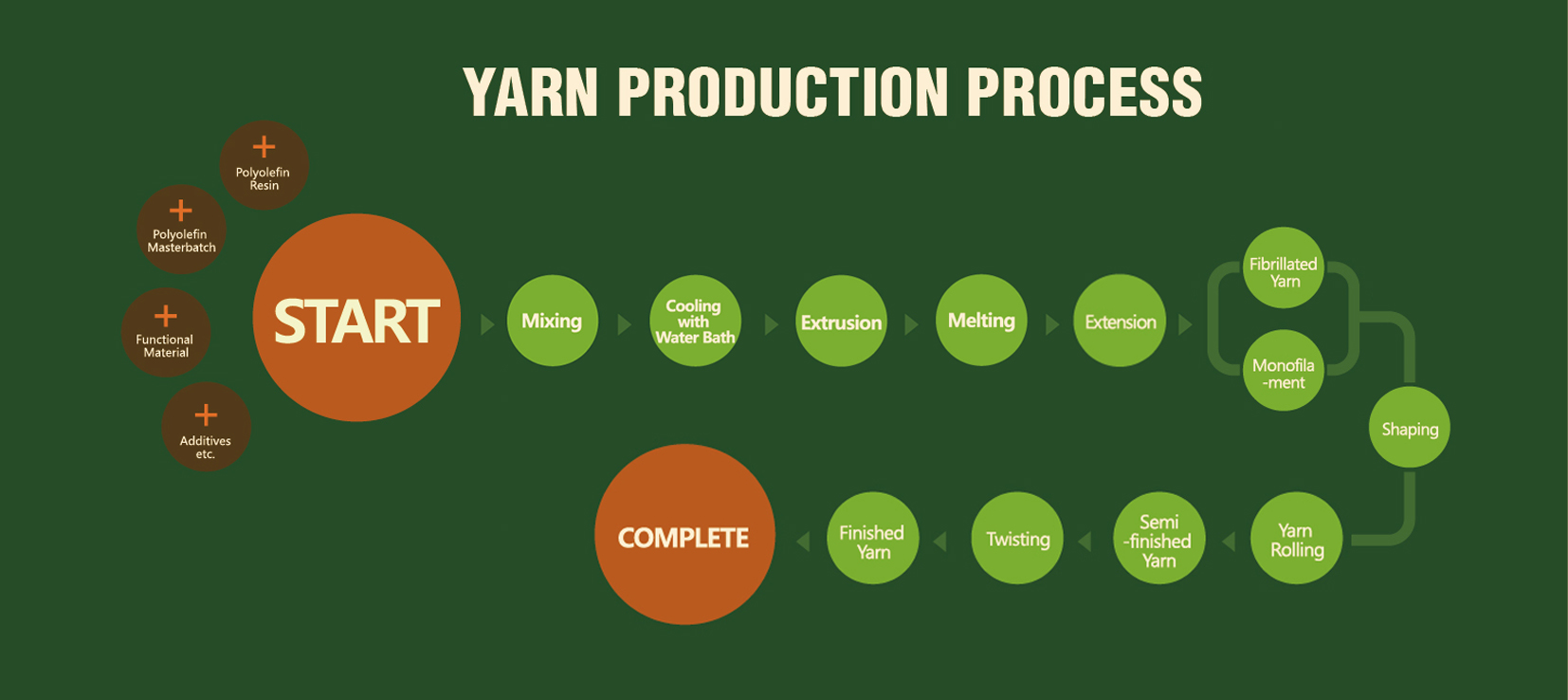
Proceso de Producción de Hilo para la Fabricación de Césped Sintético
El hilo, o fibras de césped, utilizado en el césped artificial desempeña un papel crucial a la hora de determinar el aspecto, la durabilidad y el rendimiento del producto final. El proceso para producir la fibra se denomina extrusión.
En términos muy sencillos, se mezclan gránulos de polímero en bruto, color y aditivos UV, y luego se transforman en una cinta o en fibras individuales. A continuación, se retuercen y se enrollan en bobinas que se envían a la siguiente fase del proceso de fabricación de césped sintético.
Material: ¿De qué está hecho el césped sintético?
Al principio, el césped artificial se fabricaba con nylon (PA), luego con polipropileno (PP) y ahora principalmente con polietileno (PE).
El polímero más utilizado es un grado conocido como C4, pero los fabricantes de césped artificial más avanzados utilizan el C8, un material más puro y resistente.
Es más caro, pero ayuda a producir hilos más duraderos.
Polietileno: El polietileno destaca como el material preferido para el césped sintético, apreciado por su versatilidad y capacidad para lograr un equilibrio ideal entre durabilidad, estética y suavidad.
Polipropileno: Empleado a menudo como capa de paja, el polipropileno realza el aspecto realista del césped y proporciona una sensación cómoda para los pies.
Nylón: A pesar de ser el más duradero, también es el más caro y tiene una textura rígida, lo que lo hace menos deseable.

Tipos de fibras de pasto sintético
Fibrado o monofilamento
Aunque se utilizan las mismas materias primas, tras la parte de fusión y mezcla se siguen dos rutas de producción diferentes pero similares. El hilo fibrilado se crea como una cinta, a la que se le añade un patrón de perforación, que permite que las fibras se abran en el mechón, para crear la apariencia de hierba. A continuación nos centramos en el hilo monofilamento.
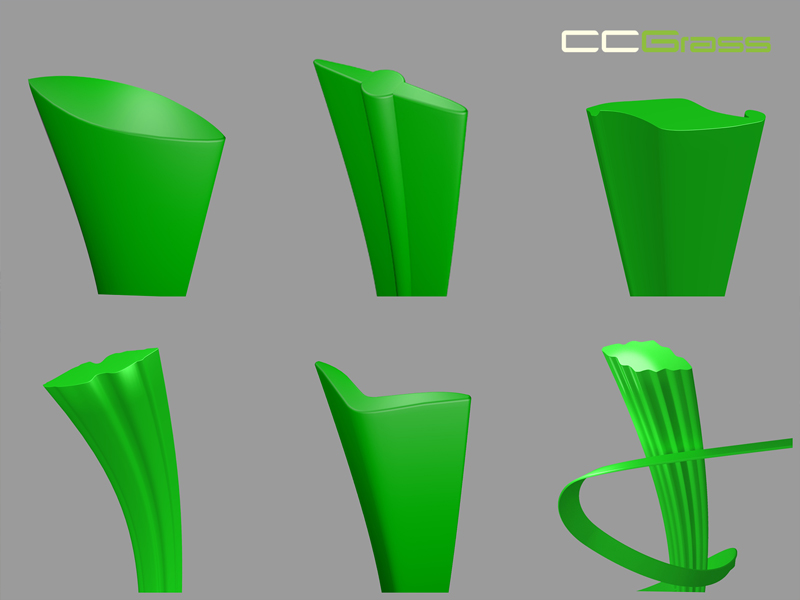
Forma monofilamento
Con el hilo monofilamento es posible crear diferentes formas. Esto permite la creatividad en el diseño, y algunas formas, como el diamante, resultan más resistentes y fuertes que los hilos más planos. Nuestro producto estrella, Superb, cuyo hilo de césped tiene forma de diamante y utiliza el avanzado C8, es el más duradero del mercado.
El material mezclado, todavía flexible y caliente, se exprime, un poco como la pasta de dientes, a través de un tinte especialmente creado, en fibras individuales. A continuación, se estiran y se enfrían, antes de que se combinen los grupos, que finalmente se convierten en los mechones, en el césped acabado.

Color
Justo al principio del proceso de extrusión, se añade el lote de color maestro. Este es el punto en el que se pueden crear hilos de diferentes colores. Normalmente, un lote maestro producirá un volumen específico de color, suficiente para hacer varios campos. Sin embargo, al combinar el mismo lote maestro verde específico con otro del mismo color no siempre se consigue una combinación perfecta.
Es posible combinar diferentes tonos de verde en un mechón, para crear una apariencia de césped más natural, siendo los tonos esmeralda, oliva, lima y bosque los más comunes.
Para deportes como el hockey, el pádel o el tenis, disponemos de césped de diferentes colores para favorecer el contraste de la pelota en diferentes entornos. Puedes encontrarlos en verde clásico, azul diamante, etc.
Peso
El peso del hilo se denomina Dtex y varía en función de las formas de hilo producidas. Generalmente, para el deporte, el Dtex será de 12.000, pero puede aumentar hasta 17.000. Un peso superior a este implica aumentar el grosor y la anchura de las fibras individuales, pero esto puede ser demasiado grande para la siguiente fase de la producción: el tufting.
Mantener la consistencia en el peso del hilo es esencial para que el producto final coincida con los resultados de las pruebas y las especificaciones del producto.
Hilo texturizado
Cuando se produce hilo para hockey, se añade un rizo durante el proceso de extrusión. Se utiliza un hilo más ligero, normalmente de unos 8.000 Dtex, que se retuerce para crear un rizo permanente.
El rizo puede añadirse en un proceso «en línea» o, más comúnmente, se requiere una segunda etapa, en la que el hilo se texturiza en una máquina diferente. Ambas formas producen rizos consistentes, cuya extensión puede controlarse durante el proceso. El proceso «en línea» es más rápido y más rentable.
Producción propia
Los proveedores de césped artificial con sus propias capacidades de extrusión tienen mucha más libertad para diseñar hilos únicos, gestionar mejor los costes y tener un control total sobre sus propias existencias. También es posible la producción «justo a tiempo», con lo que los costes se mantienen bajos gracias a una necesidad mucho menor de tener hilo en stock.
Proceso de producción del césped – Fabricación de mechones de césped sintético
El proceso de creación del pasto sintético por el que la fibra se mechonea en una tela de soporte y luego se corta para crear mechones individuales de césped sintético.
Comprender la máquina de tufting
Detrás de cada tufter hay una fileta que contiene las bobinas de hilo producidas durante la extrusión. La disposición y las técnicas utilizadas para cargar la fileta contribuyen a la eficacia de la producción.
En la parte trasera de la mechera se encuentra el portarrollos de tela de soporte. Este alimenta una sola hoja de tela de soporte en la máquina de tufting. Muchas empresas tienen dos alimentadores, que permiten combinar diferentes telas de soporte, para ayudar a la estabilidad de la alfombra y al bloqueo del mechón.
Dos de los elementos del equipo de tufting en los que la precisión y la calidad son esenciales son las agujas en las que se enhebra el hilo y el filo de las cuchillas que cortan la fibra a la longitud correcta.
Se utilizan diferentes máquinas de tufting para hacer césped de pelo largo o corto. Esto se rige por el calibre, o la distancia entre cada aguja. Para el hockey, se utiliza un calibre de 3/16 pulgadas, mientras que para el césped de fútbol de pelo largo se utiliza un calibre de 3/4 o 5/8 pulgadas.
Cuanto más ancho sea el calibre, más rápido funcionará la máquina de tufting. Las máquinas también se ajustan para producir entre una gama de alturas de fibra, con las alturas de pelo más bajas a partir de 9 mm hasta las máquinas de tufting de mayor calibre que pueden llegar a 70 mm.
La parte final de la instalación de tufting es la zona de reparación y comprobación antes de que el césped tuftado sea transportado a la fase 3 del proceso, la línea de soporte.

Proceso
El hilo se extrae de la fileta, pasa por los tubos y se introduce en las agujas. Éstas se numeran para que sean precisas y se comprueben. Las agujas perforan el hilo a través de la tela de soporte que se arrastra lentamente por la zona de tufting.
A la longitud adecuada, las cuchillas cortan el bucle para crear los mechones y el rollo avanza, a la velocidad deseada, para establecer el número correcto de mechones por metro lineal.
Si se rompe un hilo, la máquina se detiene y el hilo se repara. La reparación se realiza por el reverso del césped, en la zona de comprobación, y la parte delantera se recorta para ajustarla a la longitud deseada.
El césped empenachado se alimenta a través, listo para el transporte a la zona de respaldo.
Control de calidad
Hay un buen grado de destreza en este proceso, pero también es la atención a los pequeños detalles lo que produce un gran césped. La formación correcta y la actitud adecuada de los operarios de la fileta y del equipo de tufting son esenciales.
Un equipo de tufting estándar tendría una fileteadora, un operador de tufting y un revisor en la parte posterior del proceso. También se espera que cada etapa sea revisada regularmente por el Control de Calidad, que supervisaría un grupo de máquinas de tufting.
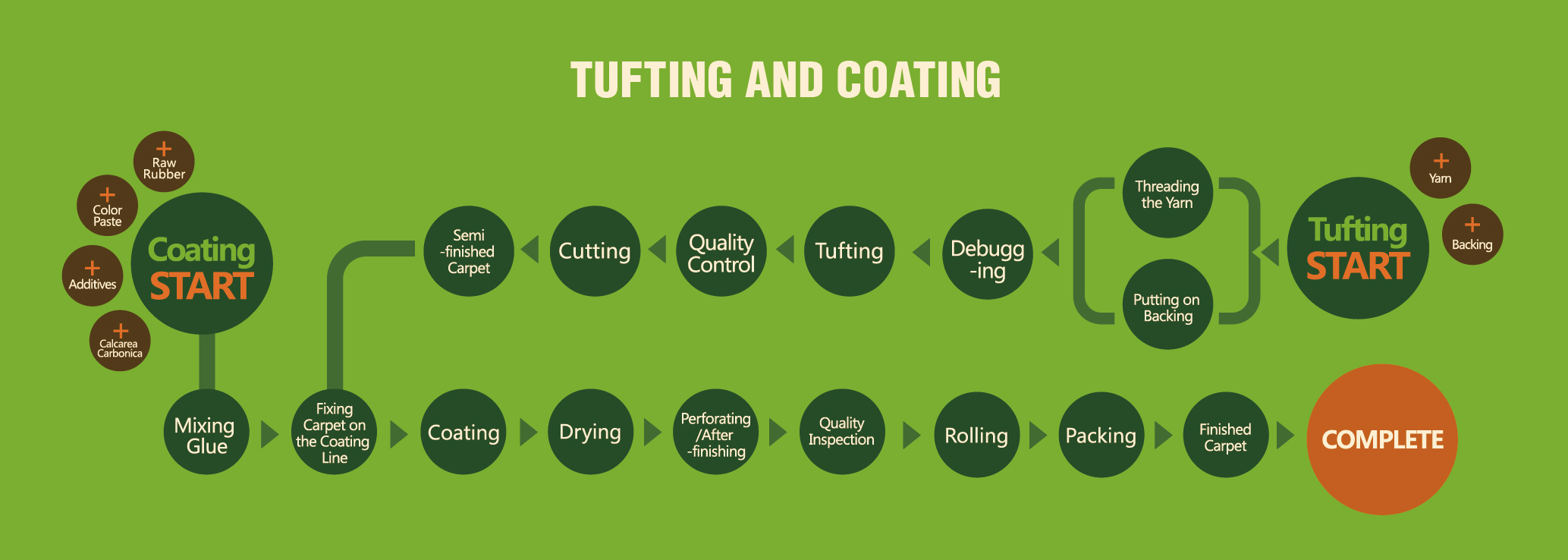
Proceso de Producción del Césped – Revestimiento de la Fabricación de pasto sintético
Este proceso garantiza la fijación de las fibras para crear el césped sintético acabado, completando así el proceso de fabricación de pasto sintético.
Tipos de soporte secundario
Las fibras de césped sintético ya han sido empenachadas en una o varias telas de soporte primario, que mantienen las fibras en su sitio. Los rollos mechados se transportan a la línea de refuerzo, listos para la siguiente fase del proceso. Existen dos tipos de soporte secundario que se aplican actualmente: látex o poliuretano (PU).
Equipo
Una línea de soporte moderna consta de diferentes componentes, cada uno de los cuales desempeña un papel clave en la fabricación de césped sintético. La mayoría de las líneas de soporte tienen una longitud mínima de 30 m y algunas se extienden más del doble.
Esto depende del tamaño de los hornos utilizados para secar el dorso del césped. Estos hornos están controlados en cuanto al calor, ya que un error en la temperatura puede hacer que el backing no se seque correctamente o podría significar un exceso de cocción.
Es esencial para cualquier línea de backing una zona en la que se puedan realizar los controles finales de calidad.
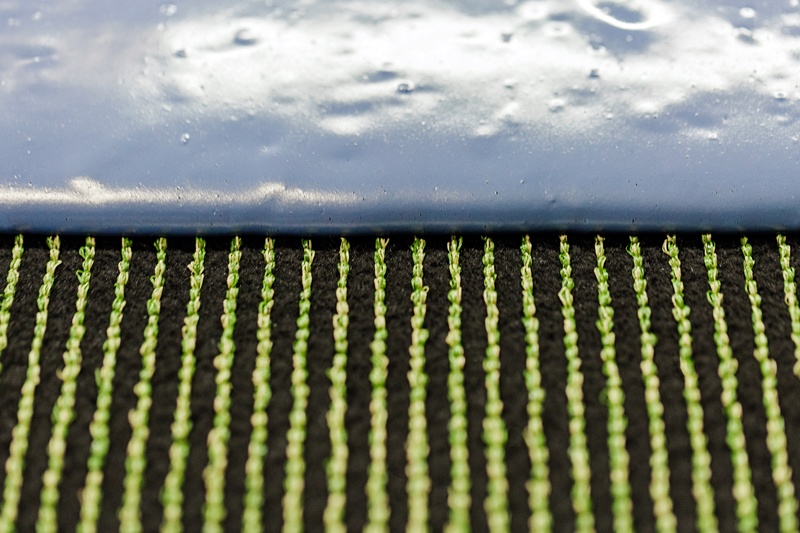
Proceso
El proceso comienza con el césped sin soporte, tirando de la fibra hacia abajo sobre una superficie plana en la que se aplica el material de soporte secundario sobre el soporte primario. Hay diferentes formas de conseguir el mismo resultado, lo que garantiza un recubrimiento completo del dorso del césped empenachado.
A continuación, el césped pasa por una serie de hornos en los que se aplica calor a la parte trasera para secar el soporte secundario. Se aplica un poco de calor controlado a la parte de la fibra del césped, lo que permite que las fibras individuales se abran.
Drenaje
A medida que el césped, ahora respaldado, sale de los hornos, pasa a una zona en la que se perforan agujeros de drenaje a través del césped, a la misma distancia, para asegurar un futuro y rápido drenaje. Desde aquí, el césped se cuelga en contenedores de recogida, listos para la inspección final.

Controles finales
A lo largo del proceso se realizan controles de calidad. Éstos incluyen la comprobación de la consistencia, la aplicación y el peso del material de látex o PU utilizado, el control de la temperatura de los hornos, la comprobación del secado del soporte y la aplicación correcta de los orificios de drenaje.
Los controles finales son esenciales para la calidad del acabado e implican una inspección visual y pruebas específicas del producto.
Cada rollo se supervisa a su paso por una zona de inspección, inmediatamente antes de ser enrollado y envuelto para su entrega. Aquí se comprueba la resistencia del mechón, la longitud de la fibra, la densidad de las puntadas y otras medidas de control de calidad. Estas medidas se registran en caso de que se produzca un problema en el futuro.
Bajo la luz artificial no siempre es posible detectar defectos en el césped, aunque la zona de inspección está lo más iluminada posible. Ocasionalmente, las comprobaciones puntuales incluyen sacar un rollo completo al exterior, desenrollarlo bajo la luz natural y comprobar la consistencia del producto, las diferencias de color y la rectitud de las líneas.
Una vez confirmada la calidad del césped producido, la parte de la fabricación de césped sintético está completa. A continuación, veremos la importancia de la unidad enrollable, la preparación para la entrega y el envío final.
Después de la producción – Envoltura, embalaje, envío y descarga
Una vez fabricado un gran césped sintético, es importante que llegue a su destino final en perfectas condiciones.

Envolviendo
Una vez que el césped está respaldado y comprobado, se enrolla firmemente, listo para su envío. Esto puede parecer sencillo, pero si no se realiza correctamente puede dar lugar a diversos problemas en la obra.
Estos problemas van desde que los rollos se aflojen durante el transporte y, por tanto, sean muy difíciles de desenrollar, hasta que se formen arrugas en el césped. Para evitar problemas, la unidad de enrollado tensa el césped a medida que se alimenta, antes de cortarlo a la longitud requerida.
Los rollos se envuelven en una cubierta de plástico, asegurada en cada extremo, para evitar que el agua se filtre en la obra. Cada rollo está numerado y se corresponde con una ubicación en el plano de distribución.
Embalaje
Los rollos se colocan en el contenedor de transporte, mediante largas plumas en carretillas elevadoras de gran peso, bien sobre el suelo o sobre otros rollos.
Los rollos grandes pueden apilarse de 3 en 3, mientras que los rollos más pequeños (de menor peso) pueden tener más en una pila. Para evitar daños, el suelo y los laterales del contenedor están forrados de cartón resistente.
Envío
Lo ideal es que los rollos se transporten de la fábrica a la obra, sin doble manipulación en ningún punto. El agente marítimo designado se encargará del envío hasta el puerto de destino, donde un agente marítimo local se encargará de que el comprador de césped sintético pague los aranceles y los costes portuarios, antes del envío a la obra.
Descarga
Para descargar los rollos del contenedor se necesita una carretilla elevadora con un brazo largo. La pluma se inserta a través del tubo central, hasta el extremo más alejado, y luego se levanta el rollo fuera del contenedor. Los rollos que se encuentran más atrás en el contenedor se tiran hacia adelante, hasta que la pluma pueda levantarlos limpiamente del contenedor.
Un equipo incorrecto (pluma corta) o una mala técnica de descarga (la pluma no está lo suficientemente metida) pueden hacer que se rompa la cámara de aire. Esto, a su vez, puede «pellizcar» el césped, creando pequeños pliegues.
También hay que tener cuidado de que la hoja de identificación de cada rollo siga pegada. Esto ayuda a garantizar que los rollos se coloquen en su posición correcta, antes de desenrollarlos.
Antes de desenrollar cada rollo, se debe comprobar si hay algún daño visual (envoltorio roto) y se debe informar de ello, antes de desenrollar el césped.
¿Dónde puedo encontrar más?
CCGrass se compromete a suministrar pasto sintético de alta calidad para aplicaciones deportivas y paisajísticas en todo el mundo. Nuestra clientela abarca mayoristas, minoristas, contratistas, cadenas de bricolaje o minoristas, clubes deportivos, escuelas, etc. Como líder mundial en la industria, nos esforzamos por servir a las diversas necesidades de los clientes con excelencia.
Para obtener más información sobre el pasto sintético, visite el Centro de Conocimientos de CCGrass. Si tiene más preguntas sobre la fabricación de césped sintético , no dude en llamar al 86 25 6981 1666 o enviar un correo electrónico a [email protected]. También puede visitar nuestras fábricas de césped de China o Vietnam.



